




















全国统一销售热线:134-0663-0000156-2873-7161
地址:山东省诸城市舜王街道舜德路19号
网址:www.cntianlang.com
IC厌氧反应器

-
134-0663-0000
-
咨询热线:156-2873-7161
邮箱:sdtlhbkj@163.com
-

名称:Ic厌氧反应器
详细信息:
TLIC(internal circulation)反应器是新一代高 效厌氧反应器,废水在反应器中自下而上,污染物被细菌吸附并降解,净化过的水从反应器上部流出。
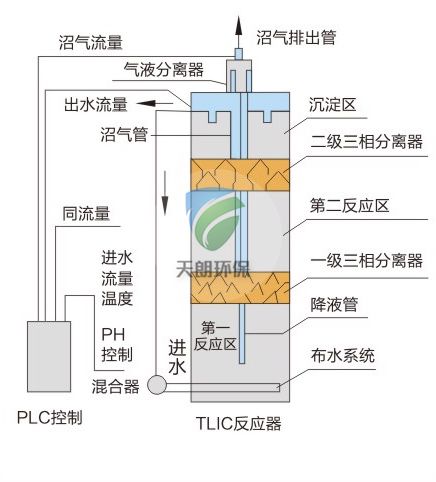
TLIC由2层相似的UASB反应器串联而成。按功能划分,反应器由下而上共分为5个区:混合区、第1厌氧区、第2厌氧区、沉淀区和气液分离区。
1、混合区:反应器底部进水、颗粒污泥和气液分离区回流的泥水混合物有效地在此区混合。
2、第1厌氧区:混合区形成的泥水混合物进入该区,在高浓度污泥作用下,大部分有机物转化为沼气。混合液上升流和沼气的剧烈扰动使该反应区内污泥呈膨胀和流化状态,加强了泥水表面接触,污泥由此而保持着高的活性。随着沼气产量的增多,一部分泥水混合物被沼气提升至顶部的气液分离区。
3、气液分离区:被提升的混合物中的沼气在此与泥水分离并导出处理系统,泥水混合物则沿着回流管返回到下端的混合区,与反应器底部的污泥和进水充分混合,实现了混合液的内部循环。
4、第2厌氧区:经第1厌氧区处理后的废水,除一部分被沼气提升外,其余的都通过三相分离器进入第2厌氧区。该区污泥浓度较低,且废水中大部分有机物已在第1厌氧区被降解,因此沼气产生量较少。沼气通过沼气管导入气液分离区,对第2厌氧区的扰动很小,这为污泥的停留提供了有利条件。
5、沉淀区:第2厌氧区的泥水混合物在沉淀区进行固液分离,上清液由出水管排走,沉淀的颗粒污泥返回第2厌氧区污泥床。
从IC厌氧反应器工作原理中可见,反应器通过2层三相分离器来实现,获得高污泥浓度;通过大量沼气和内循环的剧烈扰动,使泥水充分接触,获得良好的传质效果。
TLIC厌氧反应器与UASB反应器相比具有以下优点:
①有机负荷高。内循环提高了一反应区的液相上升流速,强化了废水中有机物和颗粒污泥间的传质,使IC厌氧反应器的有机负荷远远高于普通UASB反应器。
②抗冲击负荷能力强,运行稳定性好。内循环的形成使得TLIC厌氧反应器一反应区的实际水量远大于进水水量,例如在处理与啤酒废水浓度相当的废水时,循环流量可达进水流量的2~3倍;处理土豆加工废水时,循环流量可达10~20倍。循环水稀释了进水,提高了反应器的抗冲击负荷能力和酸碱调节能力,加之有第二反应区继续处理,通常运行很稳定。
③基建投资省,占地面积少。在处理相同废水时,TLIC厌氧反应器的容积负荷是普通UASB的4倍左右,故其所需的容积仅为UASB的1/4~1/3,节省了基建投资。加上IC厌氧反应器多采用高径比为4~8的瘦高型塔式外形,所以占地面积少,尤其适合用地紧张的企业。
④节能。TLIC厌氧反应器的内循环是在沼气的提升作用下实现的,不需外加动力,节省了回流的能源。 先后应用于大型淀粉厂、酒精废水、生物制药厂、农药废水废水处理系统。



 电话
电话 首页
首页 产品
产品